कमी दबाव कास्टिंग
लो प्रेशर कास्टिंग म्हणजे काय
लो-प्रेशर कास्टिंगचा अर्थ असा आहे की साचा साधारणपणे सीलबंद क्रूसिबलच्या वर ठेवला जातो, आणि पिळलेल्या धातूच्या पृष्ठभागावर कमी दाब (0.06 ~ 0.15 एमपीए) कमी करण्यासाठी कॉम्प्रेस केलेल्या हवाचा परिचय केला जातो, जेणेकरून वितळलेल्या धातूपासून उगवतो. साचा भरण्यासाठी राइसर पाईप आणि सॉलिडिफाईड कास्टिंग पद्धत नियंत्रित करा. या कास्टिंग पद्धतीत चांगली फीडिंग आणि कॉम्पॅक्ट रचना आहे. राइझर्सशिवाय मोठ्या आणि पातळ-भिंतींवर कॉम्प्लेक्स कास्टिंग करणे सोपे आहे आणि धातूची पुनर्प्राप्ती दर 95% पर्यंत पोहोचू शकते. कोणतेही प्रदूषण नाही, स्वयंचलितपणे जाणणे सोपे आहे. तथापि, उपकरणांची किंमत जास्त आहे आणि उत्पादनाची कार्यक्षमता कमी आहे. सामान्यत: नॉन-फेरस castलोय कास्ट करण्यासाठी वापरले जाते.
लो-प्रेशर कास्टिंग ही एक निर्णायक पद्धत आहे ज्यात द्रव धातूंचे मिश्रण खाली असलेल्या खालपासून खालपर्यंत वरच्या दाबाच्या पोकळीत दाबले जाते आणि कास्टिंग प्राप्त करण्याच्या दबावाखाली घट्ट केले जाते. सीलबंद क्रूसिबल कोरड्या कॉम्प्रेस केलेल्या हवा किंवा निष्क्रिय वायूने भरलेले आहे. वितळलेल्या धातूच्या पृष्ठभागावर काम करणा-या दबावाच्या मदतीने, वितळलेल्या धातूने धावणारा माणूस तळापासून वरच्या बाजूस रेसर पाईपच्या बाजूने मोल्ड सहजतेने भरला. भरण्याचे दाब सामान्यत: 20 ~ 60 केपीए असते. जेव्हा कास्टिंग पूर्णपणे घट्ट होते तेव्हा द्रव पृष्ठभागावरील गॅस प्रेशर सोडला जातो, जेणेकरून राइसर पाईपमधील नॉन-सॉलिफाइड पिघललेली धातू आणि धावपटू स्वत: च्या वजनाने क्रूसिबलमध्ये वाहते, नंतर मूस उघडला जातो आणि कास्टिंग होते. बाहेर काढले.
कमी दाबाच्या कास्टिंगच्या उत्पादन प्रक्रियेमध्ये पुढील चार मूलभूत प्रक्रियेचा समावेश आहे:
- - धातूचा वास आणणे आणि मूस किंवा कास्टिंग मूस तयार करणे.
- - ओतण्यापूर्वी तयारीः क्रूसिबल सीलिंग (फिटिंग सीलिंग कव्हर), राइसर पाईपमध्ये स्लॅग काढणे, द्रव पातळी मोजणे, सीलिंग चाचणी, साचा जुळवणे, घट्ट करणे किंवा साचा इ. इ. समाविष्ट करणे.
- - ओतणे: द्रव उचलणे, भरणे, दबाव वाढवणे, सॉलिडिफिकेशन, दबाव कमी करणे आणि शीतकरण इ. समाविष्ट करणे.
- - डिमोल्डिंग: सैल मोल्डिंग आणि कास्टिंगसह.
लो प्रेशर कास्टिंगचा अनुप्रयोग
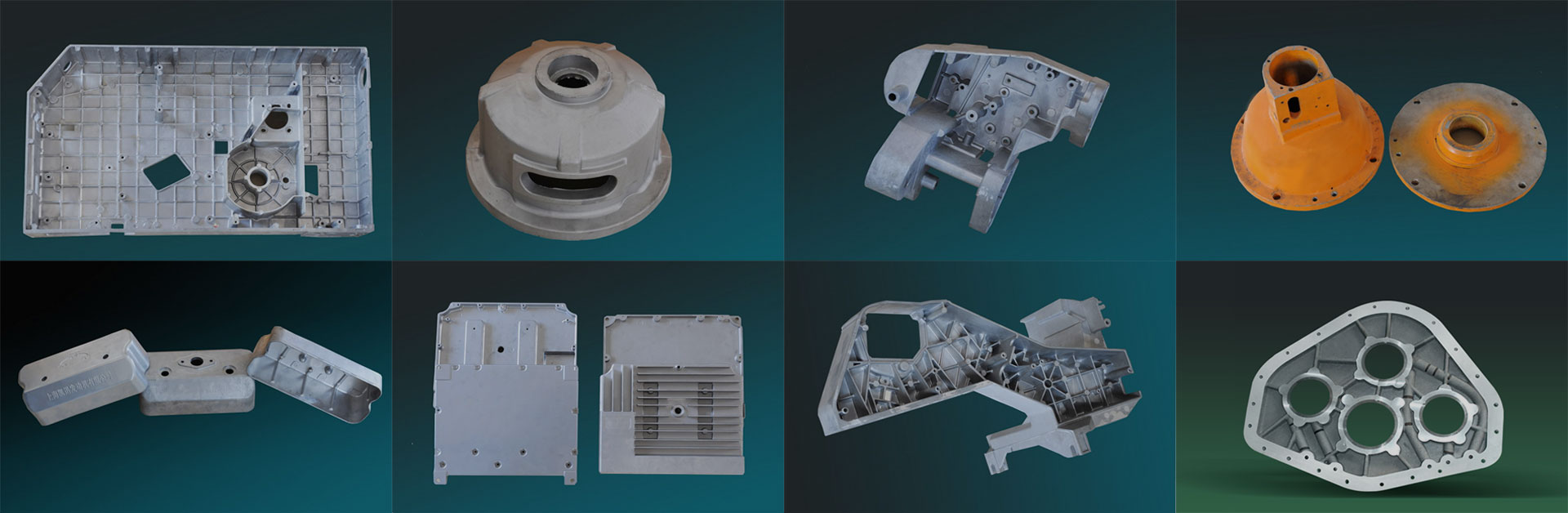
लो-प्रेशर कास्टिंग हे प्रारंभीचे गुरुत्वाकर्षण विरोधी कास्टिंग तंत्रज्ञान आहे आणि हे 1940 पासून औद्योगिक उत्पादनात वापरले जात आहे. कमी दाबाची कास्टिंग ही सामान्य डाय कास्टिंग आहे आणि तणाव नसलेले भाग ही प्रक्रिया वापरू शकतात. आजकाल, लो-प्रेशर कास्टिंगचा वापर प्रामुख्याने ऑटोमोबाईल उद्योगातील ऑटोमोबाईल चाके, सिलिंडर ब्लॉक्स, सिलिंडर हेड्स, पिस्टन, क्षेपणास्त्र शेल, इंपेलर, वारा मार्गदर्शक चाके आणि इतर कास्टिंग्ज जटिल आकारांसह इतर अॅल्युमिनियम धातूंचे मिश्रण आणि मॅग्नेशियम मिश्र धातु भाग तयार करण्यासाठी केला जातो. ऑटोमोबाईल उद्योगातील उच्च गुणवत्तेची आवश्यकता. जेव्हा कास्ट स्टील तयार करण्यासाठी कमी-दाबाचे कास्टिंग वापरले जाते, जसे कास्ट स्टील चाके, तेव्हा राइझर पाईपला विशेष रेफ्रेक्ट्री मटेरियल बनविणे आवश्यक असते. लहान तांब्या मिश्र धातुंच्या कास्टिंगवर जसे की पाईप फिटिंग्ज, बाथरूममध्ये कोंबड्यांच्या टॅप्स इत्यादी कमी प्रेशर कास्टिंग देखील लागू केल्या जाऊ शकतात. तंत्रज्ञान परदेशात औद्योगिकीकरण केले गेले आहे.

लो-प्रेशर कास्टिंगची वैशिष्ट्ये
लो-प्रेशर कास्टिंग वाळू, धातू, ग्रेफाइट इत्यादी वापरू शकते भराव प्रक्रिया गुरुत्वाकर्षण निर्णायक जसे की मेटल कास्टिंग आणि वाळू कास्टिंगपेक्षा भिन्न आहे आणि उच्च दाब आणि उच्च गती भरण्यासाठी दबाव टाकणे देखील वेगळे आहे. त्याचे खालील फायदे आहेत:
- - शुद्ध वितळलेल्या धातूने भरल्याने कास्टिंगची शुद्धता सुधारते. वितळलेल्या स्लॅग सामान्यत: वितळलेल्या धातूच्या पृष्ठभागावर तरंगतात, लोअर-प्रेशर कास्टिंग राइसर पाईपद्वारे क्रूसिबलच्या खालच्या भागात वितळलेल्या धातूने भरलेले असते, जे मोल्ड पोकळीत प्रवेश केलेल्या पिवळ्या रंगाच्या स्लॅगची शक्यता पूर्णपणे टाळते. .
- - द्रव धातू भरणे स्थिर आहे, भरण्यादरम्यान द्रव धातूचे गोंधळ, परिणाम आणि शिडकाव कमी करणे किंवा टाळणे, ज्यामुळे ऑक्सिडाईड स्लॅगची निर्मिती कमी होते.
- - कास्टिंगमध्ये चांगली फॉर्मॅबिलिटी आहे. वितळलेल्या धातूच्या दबावाखाली भरले जाते, जे वितळलेल्या धातूची तरलता सुधारू शकते, जे स्पष्ट आवरण आणि गुळगुळीत पृष्ठभाग असलेल्या कास्टिंगच्या निर्मितीस अनुकूल आहे आणि मोठ्या पातळ-भिंतींच्या कास्टिंगच्या निर्मितीसाठी अधिक फायदेशीर आहे.
- - कास्टिंग क्रिस्टलाइझ होते आणि दबावात घट्ट होते, जे पूर्णपणे दिले जाऊ शकते आणि निर्णायक रचना दाट आहे.
- - वितळलेल्या धातूचे उत्पादन सुधारा. सामान्य परिस्थितीत, राइसरची आवश्यकता नसते, आणि राइझर पाईपमधील बिनधास्त धातू वारंवार वापरण्यासाठी क्रूसीबलावर परत जाऊ शकते, ज्यामुळे वितळलेल्या धातूचे उत्पादन मोठ्या प्रमाणात सुधारते. साधारणत: 90% पर्यंत,
- - सोयीस्कर उत्पादन आणि ऑपरेशन, चांगल्या कामाची परिस्थिती, उच्च उत्पादन कार्यक्षमता, यांत्रिकीकरण आणि ऑटोमेशनची जाणीव करणे सोपे,
- - कमी दाबाच्या कास्टिंगमध्ये काही कमतरता देखील आहेत, उपकरणे आणि मूस गुंतवणूक तुलनेने मोठी आहे; अॅल्युमिनियम मिश्र धातुच्या कास्टिंगच्या उत्पादनात, क्रूसिबल आणि राइझर पाईप दीर्घ काळासाठी पिघललेल्या धातूच्या संपर्कात असतात, जे गंजणे आणि स्क्रॅपला संवेदनाक्षम असतात, ज्यामुळे वितळलेल्या धातूमुळे लोह वाढेल आणि कार्यक्षमता बिघडू शकते.
कमी दाबाच्या कास्टिंगचे भिन्न प्रकार उत्पादन परिस्थिती
मिंघे नेहमी ग्राहकांच्या आवश्यकता व कंपनीच्या सेवा मानकांचे पालन करतो. मोल्ड डिझाईन, मोल्ड असेंबली, मोल्ड डीबगिंग, मोल्ड ट्रायल प्रॉडक्शन, कास्टिंग प्रक्रिया इत्यादींच्या कोणत्याही दुव्यामध्ये, आपल्याला फोनवर ठेवण्यासाठी समर्पित अभियंता आहेत;

| कमी दाब कास्टिंग शॉप 1 ▶ |

| कमी दाब कास्टिंग शॉप 2 ▶ |

| कमी दाब कास्टिंग शॉप 3 ▶ |

| कमी दाब कास्टिंग शॉप 4▶ |

| कमी दाब कास्टिंग शॉप 5▶ |

| मल्टीफंक्शनल ड्रिलिंग आणि टॅपिंग मशीन▶ |

| अॅल्युमिनियम धातूंचे उत्पादन शमन करणारे-टेंपरिंग उपकरणे ▶ |

| डी-गेट हायड्रॉलिक प्रेस▶ |

| भट्टी▶ |

| कमी दबाव ओतण्याचे उपकरण-कोर शेल मशीन▶ |

| कमी दाब टाकणारी मशीन▶ |

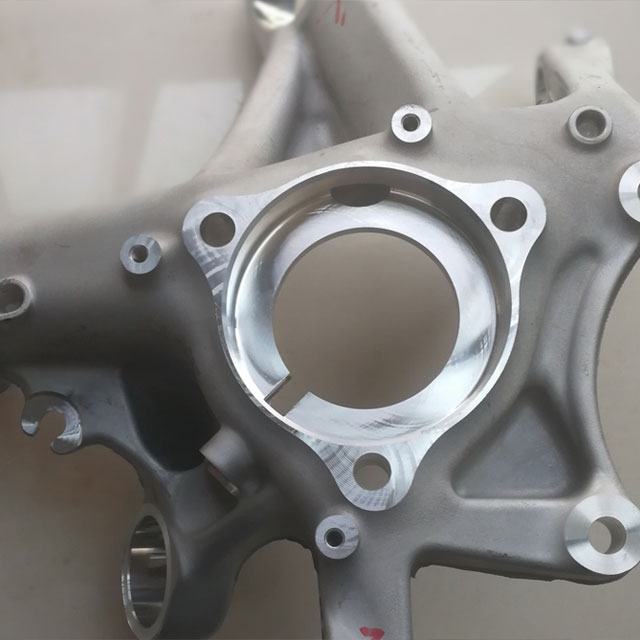
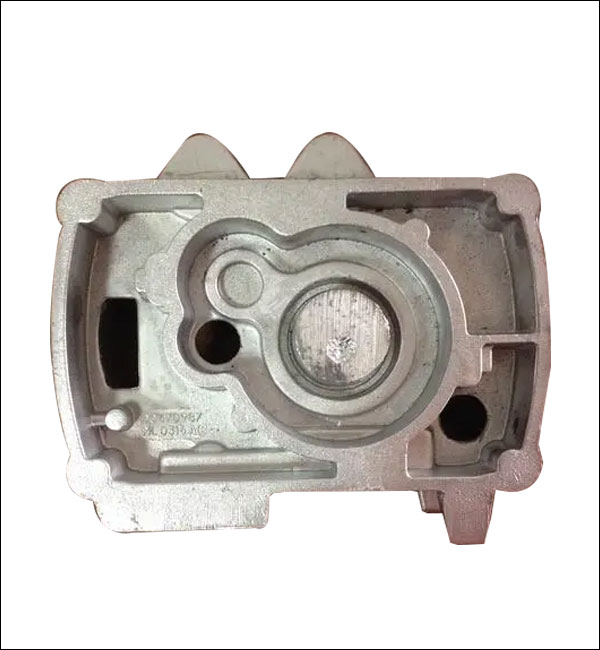
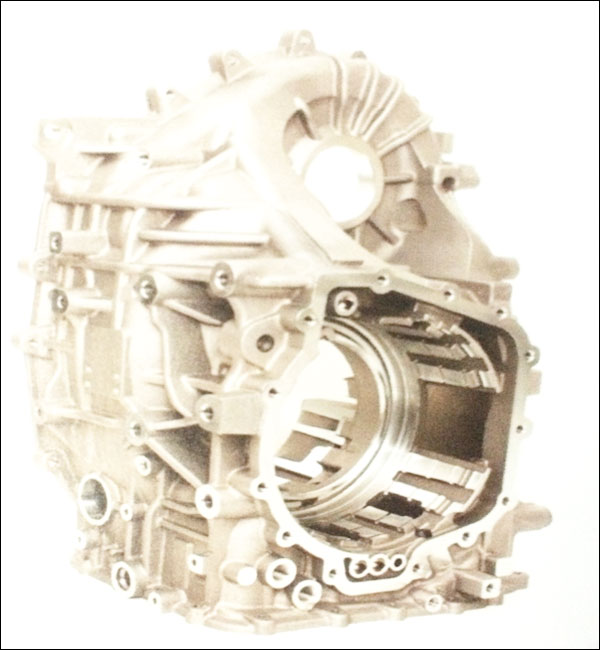
| लो-प्रेशर कास्टिंग प्रॉडक्ट-गिअरबॉक्स बॉडी▶ |
मिंगे केस स्टडीज ऑफ लो प्रेशर कास्टिंग
मिंगे कास्टिंग फॅब्रिकेशन सर्व्हिसेस आपल्या डिझाइन टू रियलिटी आणि लो टू हाय व्हॉल्यूम प्रोडक्शन रन, डाई कास्टिंग पार्ट्स, वाळू कास्टिंग पार्ट्स, इन्व्हेस्टमेंट कास्टिंग पार्ट्स, मेटल कास्टिंग पार्ट्स, हरवलेला फोम कास्टिंग पार्ट्स आणि बरेच काही उपलब्ध आहेत.










अधिक कास्टिंग पार्ट्स केसेस स्टडीज >>> पहा
सर्वोत्तम लो-प्रेशर कास्टिंग सप्लायर निवडा
सध्या, आपले कमी दबाव टाकण्याचे भाग अमेरिका, कॅनडा, ऑस्ट्रेलिया, युनायटेड किंगडम, जर्मनी, फ्रान्स, दक्षिण आफ्रिका आणि जगभरातील इतर अनेक देशांमध्ये निर्यात केले जातात. आम्ही ISO9001-2015 नोंदणीकृत आहोत आणि एसजीएसद्वारे प्रमाणित देखील आहेत.
आमची कस्टम लो-प्रेशर कास्टिंग फॅब्रिकेशन सर्व्हिस टिकाऊ आणि परवडणारी कास्टिंग्ज प्रदान करते जी ऑटोमोटिव्ह, मेडिकल, एरोस्पेस, इलेक्ट्रॉनिक्स, फूड, कन्स्ट्रक्शन, सिक्युरिटी, सागरी आणि अधिक उद्योगांसाठी आपली वैशिष्ट्ये पूर्ण करतात. कमीतकमी वेळेत विनामूल्य कोट मिळविण्यासाठी आपली चौकशी पाठविणे किंवा आपले रेखाचित्र सबमिट करणे जलद. आमच्याशी संपर्क साधा किंवा ईमेल करा sales@hmminghe.com आमचे लोक, उपकरणे आणि टूलींग आपल्या कमी दाबाच्या कास्टिंग प्रकल्पासाठी सर्वोत्तम किंमतीसाठी सर्वोत्तम गुणवत्ता कशी आणू शकतात हे पाहण्यासाठी.
आम्ही कास्टिंग सर्व्हिसेसचा समावेश प्रदान करतो:
वाळू कास्टिंग 、 मेटल कास्टिंग 、 गुंतवणूक कास्टिंग गमावलेला फोम कास्टिंग आणि इतरही काम करीत असलेल्या मिंगे कास्टिंग सेवा.
वाळूचा कास्टिंग
वाळूचा कास्टिंग पारंपारिक निर्णायक प्रक्रिया आहे जी साचे तयार करण्यासाठी वाळूचा मुख्य मॉडेलिंग सामग्री म्हणून वापर करते. गुरुत्वाकर्षण कास्टिंगचा वापर सामान्यत: वाळूच्या साचेसाठी केला जातो आणि जेव्हा विशेष आवश्यकता असते तेव्हा कमी-दाब टाकणे, केन्द्रापसारक कास्टिंग आणि इतर प्रक्रिया देखील वापरल्या जाऊ शकतात. वाळू कास्टिंगमध्ये अनुकूलनक्षमता विस्तृत आहे, लहान तुकडे, मोठे तुकडे, साधे तुकडे, जटिल तुकडे, एकल तुकडे आणि मोठ्या प्रमाणात वापरली जाऊ शकते.
कायम मोल्ड कास्टिंग
कायम मोल्ड कास्टिंग दीर्घ आयुष्य आणि उच्च उत्पादन कार्यक्षमता ठेवा, केवळ चांगली मितीय अचूकता आणि गुळगुळीत पृष्ठभागच नाही तर वाळूच्या कास्टिंगपेक्षा जास्त सामर्थ्य देखील आहे आणि त्याच वितळलेल्या धातूचे ओतल्यावर नुकसान होण्याची शक्यता कमी आहे. म्हणूनच, मध्यम आणि लहान नॉन-फेरस मेटल कास्टिंगच्या मोठ्या प्रमाणात उत्पादनात, कास्टिंग मटेरियलचा वितळण्याचा बिंदू जास्त नाही तोपर्यंत सामान्यत: मेटल कास्टिंगला प्राधान्य दिले जाते.

गुंतवणूक कास्टिंग
याचा सर्वात मोठा फायदा गुंतवणूक निर्णायक असे आहे की गुंतवणूकीच्या कास्टिंगमध्ये उच्च आयामी अचूकता आणि पृष्ठभाग समाप्त आहे, ते मशीनींगचे काम कमी करू शकतात, परंतु जास्त आवश्यकता असलेल्या भागांवर थोडेसे मशीनिंग भत्ता सोडू शकतात. हे पाहिले जाऊ शकते की गुंतवणूक कास्टिंग पद्धतीचा वापर केल्यास मशीन टूल्सची उपकरणे आणि मॅन-तासवर प्रक्रिया करणे आणि मेटल कच्चा माल मोठ्या प्रमाणात वाचवता येतो.
फोम कास्टिंग गमावले
फोम कास्टिंग गमावले हे कास्टिंग आकार आणि मॉडेल क्लस्टर्समध्ये आकार प्रमाणेच पॅराफिन मेण किंवा फोम मॉडेल एकत्र करणे आहे. रेफ्रेक्टरी कोटिंग्ज घासल्यानंतर आणि कोरडे केल्यावर, त्यांना कंप मॉडेलिंगसाठी कोरड्या क्वार्ट्ज वाळूमध्ये पुरले जाते आणि मॉडेलला गॅसिफाइड करण्यासाठी नकारात्मक दबावाखाली ओतले जाते. , द्रव धातू मॉडेलच्या स्थानावर कब्जा करते आणि घनता आणि थंड झाल्यानंतर नवीन निर्णायक पद्धत बनवते.

डाई कास्टिंग
डाय कास्टिंग ही एक धातूची कास्टिंग प्रक्रिया आहे, जी साचाच्या पोकळीचा वापर करून वितळलेल्या धातूवर उच्च दाब लावून वैशिष्ट्यीकृत आहे. मोल्ड सहसा उच्च-शक्तीच्या मिश्रणापासून बनलेले असतात आणि ही प्रक्रिया काही प्रमाणात इंजेक्शन मोल्डिंग प्रमाणेच असते. बहुतेक डाय कास्टिंग्ज लोह-मुक्त असतात, जसे जिंक, तांबे, अॅल्युमिनियम, मॅग्नेशियम, शिसे, कथील आणि लीड-टिन धातूंचे मिश्रण आणि त्यांचे मिश्र धातु. मिंघे चीनच्या अव्वल स्थानावर आहेत मरणे निर्णायक सेवा 1995 पासून
सेंट्रीफ्यूगल कास्टिंग
सेंट्रीफ्यूगल कास्टिंग द्रव धातूला उच्च-वेगाने फिरणार्या मूसमध्ये इंजेक्शन देण्याची एक तंत्र आणि पद्धत आहे, जेणेकरून द्रव धातू साचा भरण्यासाठी आणि निर्णायक तयार करण्यासाठी केन्द्रापसारक गती असेल. केन्द्रापसारक हालचालीमुळे, द्रव धातू किरणोत्सर्गाच्या दिशेने बुरशी चांगल्या प्रकारे भरू शकतो आणि निर्णायक पृष्ठभागाची मुक्त पृष्ठभाग बनवू शकतो; हे धातुच्या स्फटिकरुप प्रक्रियेवर परिणाम करते, ज्याद्वारे कास्टिंगच्या यांत्रिक आणि भौतिक गुणधर्मांमध्ये सुधारणा होते.

कमी दबाव कास्टिंग
कमी दबाव कास्टिंग म्हणजे बुरशी सामान्यपणे सीलबंद क्रूसिबलच्या वर ठेवली जाते आणि पिळलेल्या धातूच्या पृष्ठभागावर कमी दाब (0.06 ~ 0.15 एमपीए) कमी करण्यासाठी कॉम्प्रेस केलेल्या हवाचा परिचय करुन दिला जातो, जेणेकरून पिघळलेली धातू राइझर पाईपमधून उगवते. मूस भरा आणि नियंत्रित सॉलिडिफाईड कास्टिंग पद्धत. या कास्टिंग पद्धतीत चांगली फीडिंग आणि दाट रचना आहे, मोठ्या पातळ-भिंती असलेल्या कॉम्प्लेक्स कास्टिंग कास्ट करणे सोपे आहे, कोणतेही रेझर नाही आणि धातूची पुनर्प्राप्ती दर 95% आहे. कोणतेही प्रदूषण नाही, स्वयंचलितपणे जाणणे सोपे आहे.